Authorized System House of

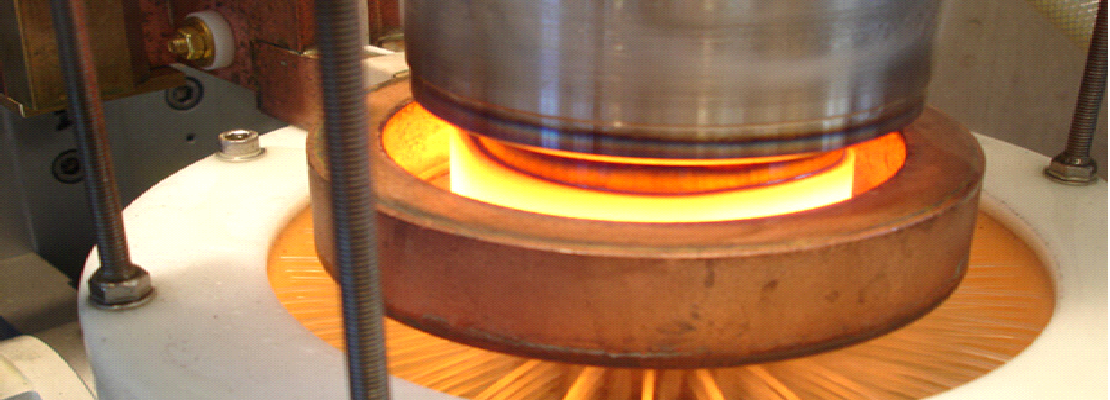
Induction hardening is a process used for the surface hardening of steel and other alloy components. The parts to be heat treated are placed inside a water-cooled copper coil and then heated above their transformation temperature by applying an alternating current to the coil. The alternating current in the coil induces an alternating magnetic field within the work piece, which if made from steel, caused the outer surface of the part to heat to a temperature above the transformation range. Parts are held at that temperature until the appropriate depth of hardening has been achieved, and then quenched in oil, or another media, depending upon the steel type and hardness desired.
In this induction hardening machine the three zones operation can be performed i.e., a single job can be treated under heat at three zones in a single cycle. Same as we can do in double zone as well as a single zone operation. The zone selection is given an optional in HMI and the distance between each zone and the speed of each zone is also given in HMI.

Here we used Mitsubishi FX PLC for automated logic program which works very efficiently in running logic. For user-friendly interface we have used the Mitsubishi GS HMI to select the operation modes. To detect the movement of the shaft, Sensors are used as input reference. VFD also used here to make the shaft rotation during induction hardening. A Servo is used to move the JOB up and down to see at what position the job has to be heated. In the HMI we can select the zones, and we can define the length of each zones. Here, an option is also provided for taking trails by turning off the heater this is because of to avoid the waste of the job and melting of the coil.

+91 9030070085
+91 7801063999
#501C, Bankers Chambers,
A S Raju Nagar, Kukatpally,
Hyderabad Telangana -500 072.
