Authorized System House of

The Inclination of the world manufacturing industries towards the Total Quality Management, Total Productive Management and the Rapid Obsolescence of Technology has driven the mind of market leaders towards an era of Zero Quality Control. The each second of changing clock has made market competitors to strive for reduction in the waste or Error to establish their leverage in the Dynamic market of competition at an Optimum cost. The whole focus has led to the usage of Lean Manufacturing techniques, Six Sigma, Flexible Manufacturing System etc. and the most easily, widely used and process specific are the development of Poka-Yoke.
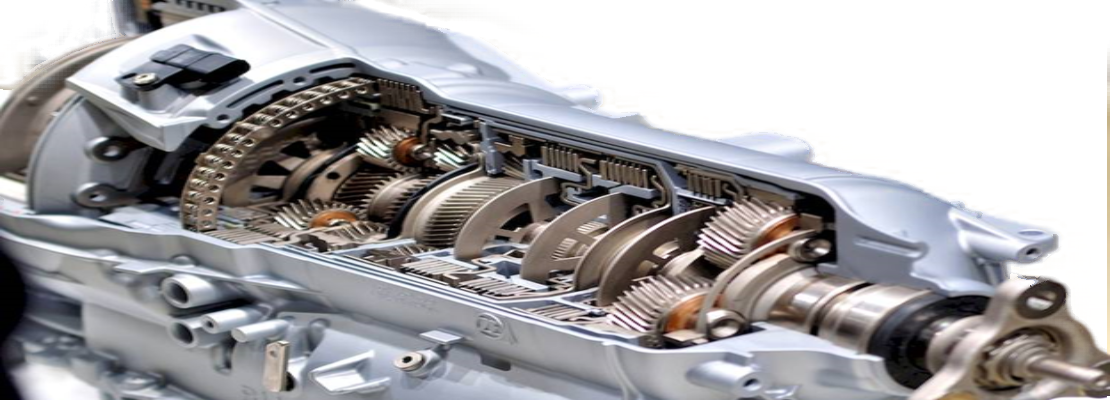
The work emphasizes on engine assembly shop of an automobile company which manufactures Four wheelers. The scope is confined to the conveyor of engine assembly shop to ensure the proper tightening of engine bolts at 10 Nm using a designed standard Poka-Yoke in form of torque wrench connected to the main unit by PLC. The engine of a four wheeler approximately consists of approx. 350 components and so assembly of components must be carried out at immense precision to ensure that standard procedures (SOP) is adhered. If the bolts are not tightened to the standard norms then it leads to leakage in Engine testing area and thus need a rework. So to correct such issues a Poka –Yoke in form of torque wrench with ratchet mechanism inside it, is designed.

One output from the torque wrench unit is connected to main server via the ladder logic which is set upon the movement of the ratchet. As the operator tighten the bolts by air guns, the conveyor is at rest to facilitate the assembly operation, it is to be ensured that it is tightened to 10Nm. The torque wrench is located just in front of operator to examine whether the bolts are tighten to the specified value or not. The operator uses the Poka-Yoke and if it tightened at 10Nm the ratchet makes a pinking sound and an input X(0.1) is sent to the main unit of PLC with help of ladder logic and as the main unit receives the input X(0.1) it sends an output Y(0.1) which moves the conveyor ahead for centrifugal clutch loading at next station.
So the conveyor moves to next station only after ensuring that tightening of bolts at 10Nm is done with help of Poka-Yoke. If required tightening is not achieved than conveyor would not move and would be at rest to completely eliminate the process error, this Poka-Yoke completely eliminates the scope of error by operator at any circumstances.
We have used Phoenix PLC as the Master PLC and Micrologix PLC as the Zone wise PLC. And we have SQL Server and Visual Studio for reporting, data logging and alarm.
This projects used Three Types of Tool:
For Vehicle identification purpose Barcode scanner is used and the data from the zone wise PLC is transferred to the Master PLC using Modbus Protocol. Phoenix PLC is SQL Database supported. This torque data is sent to SQL server.
+91 9030070085
+91 7801063999
#501C, Bankers Chambers,
A S Raju Nagar, Kukatpally,
Hyderabad Telangana -500 072.
